ගෑස් බෙදා හැරීමේ යාන්ත්රණය - කපාට කණ්ඩායම
අන්තර්ගතය
අරමුණු සහ වේලාවන් වර්ග:
1.1. ගෑස් බෙදා හැරීමේ යාන්ත්රණයේ අරමුණ:
කපාට කාල යාන්ත්රණයේ පරමාර්ථය වන්නේ නැවුම් ඉන්ධන මිශ්රණයක් එන්ජින් සිලින්ඩරවලට ඇතුළු කර පිටවන වායූන් මුදා හැරීමයි. පිළිගත් එන්ජින් මෙහෙයුම් ක්රියා පටිපාටියට අනුකූලව කාල පටි මූලද්රව්ය මගින් හර්මෙටික් ලෙස මුද්රා තබා ඇති ආදාන සහ පිටවන විවරයන් හරහා ගෑස් හුවමාරුව සිදු කෙරේ.
1.2. කපාට කණ්ඩායම් පැවරුම:
කපාට සමූහයේ පරමාර්ථය වන්නේ ඇතුල් වීමේ සහ පිටවන තොටුපලවල් හර්මෙටික් ලෙස වසා දැමීම සහ නියමිත වේලාවට නියමිත වේලාවට ඒවා විවෘත කිරීමයි.
1.3. කාල වර්ග:
එන්ජින් සිලින්ඩර පරිසරයට සම්බන්ධ කර ඇති අවයව මත පදනම්ව, වේලාව කපාටය, ස්පූල් සහ ඒකාබද්ධ වේ.
1.4. කාල වර්ග සංසන්දනය කිරීම:
සාපේක්ෂව සරල සැලසුම සහ විශ්වාසනීය ක්රියාකාරිත්වය හේතුවෙන් කපාට වේලාව වඩාත් සුලභ වේ. සිලින්ඩරවල අධික පීඩනයකදී වෑල්ව ස්ථීරව පැවතීම නිසා සාක්ෂාත් කර ගන්නා වැඩ අවකාශයේ අයිඩියල් සහ විශ්වාසදායක මුද්රා තැබීම කපාටයක් හෝ ඒකාබද්ධ කාලයකට වඩා බරපතල වාසියක් ලබා දෙයි. එබැවින්, කපාට වේලාව වැඩි වැඩියෙන් භාවිතා වේ.

කපාට කණ්ඩායම් උපාංගය:
2.1. කපාට උපාංගය:
එන්ජින් වෑල්ව කඳකින් සහ හිසකින් සමන්විත වේ. හිස් බොහෝ විට පැතලි, උත්තල හෝ සීනුව හැඩයෙන් සාදා ඇත. හිසෙහි කුඩා සිලින්ඩරාකාර පටියක් (මි.මී. 2 ක් පමණ) සහ 45˚ හෝ 30˚ මුද්රා තැබීමේ බෙල්වයක් ඇත. සිලින්ඩරාකාර පටිය, එක් අතකින්, සීල් තබන බෙල්ව ඇඹරීමේදී කපාටයේ ප්රධාන විෂ්කම්භය පවත්වා ගැනීමටත්, අනෙක් අතට, කපාටයේ දෘඩතාව වැඩි කිරීමටත්, එමඟින් විරූපණය වැළැක්වීමටත් ඉඩ සලසයි. වඩාත්ම පුළුල් වන්නේ පැතලි හිසක් සහිත වෑල්ව සහ 45˚ කෝණයකින් මුද්රා තබන බෙල්වයකි (මේවා බොහෝ විට ඉන්ටේක් වෑල්ව වේ), සහ සිලින්ඩර පිරවීම සහ පිරිසිදු කිරීම වැඩි දියුණු කිරීම සඳහා, ඉන්ටේක් කපාටයට පිටාර කපාටයට වඩා විශාල විෂ්කම්භයක් ඇත. පිටවන වෑල්ව බොහෝ විට ගෝලාකාර බෝල හිසකින් සාදා ඇත.
මෙය සිලින්ඩර වලින් පිටවන වායූන් පිටතට ගලායාම වැඩි දියුණු කරන අතර කපාටයේ ශක්තිය සහ දෘඩතාව වැඩි කරයි. කපාට හිසෙන් තාපය ඉවත් කිරීම සඳහා කොන්දේසි වැඩි දියුණු කිරීම සහ කපාටයේ සමස්ත විකෘති නොවන බව වැඩි කිරීම සඳහා, හිස සහ කඳ අතර සංක්රමණය 10˚ - 30˚ කෝණයකින් සහ විශාල වක්ර අරයක් සහිතව සිදු කෙරේ. කපාට කඳේ ඉහළ කෙළවරේ, කපාට වසන්තය ඇමිණීමේ පිළිගත් ක්රමය මත පදනම්ව, කේතුකාකාර, සිලින්ඩරාකාර හෝ විශේෂ හැඩයකින් කට්ට සාදා ඇත. සෝඩියම් සිසිලනය පිපිරුම් කපාට මත තාප පීඩනය අඩු කිරීම සඳහා එන්ජින් ගණනාවක භාවිතා වේ. මෙය සිදු කිරීම සඳහා, කපාටය හිස් බවට පත් කර ඇති අතර, එහි ප්රතිඵලයක් වශයෙන් කුහරය සෝඩියම් වලින් අඩක් පුරවා ඇති අතර, එහි ද්රවාංකය 100 ° C වේ. එන්ජිම ක්රියාත්මක වන විට, සෝඩියම් දිය වී කපාට කුහරය හරහා ගමන් කරයි, උණුසුම් හිසේ සිට සිසිලන කඳට සහ එතැන් සිට කපාට ක්රියාකරු වෙත තාපය මාරු කරයි.
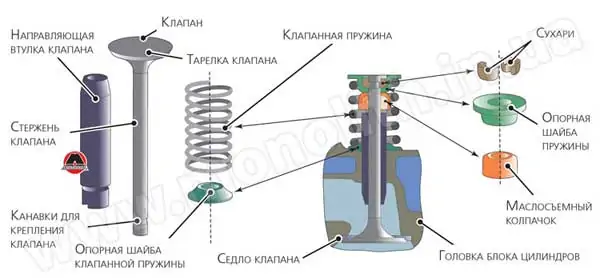
2.2. කපාටය එහි වසන්තයට සම්බන්ධ කිරීම:
මෙම ඒකකයේ මෝස්තර අතිශයින්ම විවිධාකාර වේ, නමුත් වඩාත් පොදු නිර්මාණය වන්නේ අර්ධ කේතු සහිත ය. කපාට කඳේ සාදන ලද නාලිකා වලට ඇතුළු වන අර්ධ කේතු දෙකක ආධාරයෙන්, තහඩුව එබූ අතර එය වසන්තය රඳවා තබා ගන්නා අතර ඒකකය විසුරුවා හැරීමට ඉඩ නොදේ. මෙය වසන්තය සහ කපාටය අතර සම්බන්ධයක් නිර්මාණය කරයි.
2.3. කපාට ආසන පිහිටීම:
සියලුම නවීන එන්ජින්වල පිටාර ආසන සිලින්ඩර හිසෙන් වෙන වෙනම නිපදවනු ලැබේ. සිලින්ඩර හිස ඇලුමිනියම් මිශ්ර ලෝහයෙන් සාදා ඇති විට එවැනි ආසන චූෂණ කෝප්ප සඳහා ද යොදා ගනී. එය වාත්තු යකඩ දැමූ විට, සෑදල සෑදී ඇත්තේ එහි ය. ව්යුහාත්මකව, ආසනය යනු විශේෂයෙන් සකස් කරන ලද ආසනයක සිලින්ඩර හිසට සවි කර ඇති මුද්දකි. ඒ අතරම, සමහර විට ආසනයේ පිටත පෘෂ් on ය මත වලවල් සාදා ඇති අතර, එය ආසනය මත එබූ විට සිලින්ඩර හිස් ද්රව්යවලින් පුරවා ඇති අතර එමඟින් ඒවායේ විශ්වාසනීය සවි කිරීම් සහතික කෙරේ. කලම්පයට අමතරව, සෑදලය පැද්දීම මගින් සවි කිරීම ද කළ හැකිය. කපාටය වසා ඇති විට වැඩ කරන අවකාශයේ තද බව සහතික කිරීම සඳහා, ආසනයේ වැඩ කරන පෘෂ් the ය කපාට හිසෙහි මුද්රා තැබීමේ කුටීරයට සමාන කෝණයකින් යන්ත්රගත කළ යුතුය. මේ සඳහා, සෑදල විශේෂ මෙවලම් වලින් 15, 45˚ සහ 75˚ නොඉක්මවන කෝණ සහිතව සවි කර ඇති අතර 45˚ කෝණයකින් සහ පළල මිලිමීටර 2 ක් පමණ පළලකින් මුද්රා තැබීමේ පටි ලබා ගනී. ඉතිරි කොන් සෑදී ඇත්තේ සෑදලය වටා ගලායාම වැඩි දියුණු කිරීම සඳහා ය.
2.4. කපාට මාර්ගෝපදේශ පිහිටීම:
මාර්ගෝපදේශකයින්ගේ සැලසුම ඉතා විවිධ වේ. බොහෝ විට, සුමට පිටත පෘෂ් with යක් සහිත මාර්ගෝපදේශ භාවිතා කරනු ලැබේ, ඒවා මධ්ය රහිත ජලනල යන්ත්රයක් මත සාදා ඇත. බාහිර රැඳවුම් පටියක් සහිත මාර්ගෝපදේශ සවි කිරීමට පහසු නමුත් සෑදීමට අපහසුය. මේ සඳහා, පටිය වෙනුවට මාර්ගෝපදේශය තුළ නැවතුම් වළල්ල සඳහා නාලිකාවක් සෑදීම වඩාත් යෝග්ය වේ. උණුසුම් පිටාර වායු ප්රවාහයේ ඔක්සිකාරක බලපෑම් වලින් ඒවා ආරක්ෂා කිරීම සඳහා පිටාර කපාට මාර්ගෝපදේශ බොහෝ විට භාවිතා කරයි. මෙම අවස්ථාවේ දී, දිගු මාර්ගෝපදේශ සාදනු ලබන අතර, ඉතිරි කොටස සිලින්ඩර හෙඩ් පිටාර නාලිකාවේ පිහිටා ඇත. මාර්ගෝපදේශය සහ කපාට හිස අතර දුර අඩු වන විට, කපාට හිසෙහි පැත්තෙහි ඇති මාර්ගෝපදේශයේ සිදුර කපාට හිසෙහි කලාපය තුළ පටු හෝ පුළුල් වේ.

2.5. උල්පත් උපාංගය:
නවීන එන්ජින්වල, නිරන්තර තණතීරුවක් සහිත වඩාත් පොදු සිලින්ඩරාකාර උල්පත්. ආධාරක පෘෂ් aces යන් සෑදීම සඳහා, වසන්තයේ දඟර වල කෙළවර එකිනෙකට එරෙහිව ගෙනැවිත් ඔවුන්ගේ නළලෙන් ඔතා ඇත, එහි ප්රති result ලයක් ලෙස මුළු දඟර ගණන වැඩ කරන උල්පත් සංඛ්යාවට වඩා දෙතුන් ගුණයක් වැඩිය. අවසාන දඟර තහඩුවේ එක් පැත්තකින් සහ අනෙක් පැත්තෙන් සිලින්ඩර හිසෙහි හෝ කොටසෙහි ආධාරක වේ. අනුනාදයේ අවදානමක් තිබේ නම්, කපාට උල්පත් විචල්ය තණතීරුවකින් සාදා ඇත. පියවරෙන් පියවර ගියර් පෙට්ටිය වසන්තයේ එක් කෙළවරක සිට අනෙක් කෙළවරට හෝ මැද සිට දෙපැත්තටම නැමී ඇත. කපාටය විවෘත කළ විට, එකිනෙකට සමීප වන දඟර ස්පර්ශ වන අතර එහි ප්රති working ලයක් ලෙස වැඩ කරන දඟර ගණන අඩු වන අතර වසන්තයේ නිදහස් දෝලනය වීමේ වාර ගණන වැඩි වේ. මෙය අනුනාදයේ කොන්දේසි ඉවත් කරයි. එකම අරමුණක් සඳහා, කේතුකාකාර උල්පත් සමහර විට භාවිතා කරනු ලැබේ, ස්වාභාවික සංඛ්යාතය ඒවායේ දිග දිගේ වෙනස් වන අතර අනුනාදයේ සිදුවීම බැහැර කරනු ලැබේ.
2.6. කපාට කණ්ඩායම් මූලද්රව්ය නිෂ්පාදනය සඳහා ද්රව්ය:
• කපාට - චූෂණ කපාට ක්රෝම් (40x), ක්රෝමියම් නිකල් (40XN) සහ අනෙකුත් මිශ්ර වානේ වලින් ලබා ගත හැක. පිටාර කපාට ක්රෝමියම්, නිකල් සහ අනෙකුත් මිශ්ර ලෝහවල ඉහළ අන්තර්ගතයක් සහිත තාප ප්රතිරෝධී වානේ වලින් සාදා ඇත: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
• Valve ආසන - ඉහළ උෂ්ණත්වයට ඔරොත්තු දෙන වානේ, වාත්තු යකඩ, ඇලුමිනියම් ලෝකඩ හෝ cermet භාවිතා වේ.
• Valve guides යනු නිෂ්පාදනය කිරීමට අපහසු පරිසරයක් වන අතර, අළු pearlitic වාත්තු යකඩ සහ ඇලුමිනියම් ලෝකඩ වැනි ඉහළ තාප සහ ඇඳුම් ප්රතිරෝධය සහ හොඳ තාප සන්නායකතාවය සහිත ද්රව්ය භාවිතය අවශ්ය වේ.
• උල්පත් - ස්ප්රිං ස්ටෝමා එකකින් එතීෙම් වයර් මගින් සාදා ඇත, උදා 65G, 60C2A, 50HFA.
කපාට කණ්ඩායම් ක්රියාකාරිත්වය:
3.1. සමමුහුර්ත කිරීමේ යාන්ත්රණය:
සමමුහුර්ත කිරීමේ යාන්ත්රණය ක්රෑන්ක් ෂාෆ්ට් සමඟ චාලකව සම්බන්ධ වී ඇති අතර එය සමඟ සමමුහුර්තව ගමන් කරයි. පිළිගත් මෙහෙයුම් ක්රියාපටිපාටියට අනුකූලව ටයිමිං පටිය තනි සිලින්ඩරවල ආදාන සහ පිටවන වරායන් විවෘත කර මුද්රා තබයි. සිලින්ඩරවල ගෑස් හුවමාරු කිරීමේ ක්රියාවලිය මෙයයි.
3.2 කාල ධාවනයේ ක්රියාකාරිත්වය:
කාල ධාවකය කැම්ෂාෆ්ට්හි පිහිටීම මත රඳා පවතී.
• පහළ පතුවළක් සහිතව - සුමට ක්රියාකාරිත්වය සඳහා ස්පර් ගියර් හරහා ආනත දත් වලින් සාදා ඇති අතර නිශ්ශබ්ද ක්රියාකාරිත්වය සඳහා ගියර් මුදුව ටෙක්ස්ටොලයිට් වලින් සාදා ඇත. පරපෝෂිත ආම්පන්නයක් හෝ දාමයක් දිගු දුරක් ධාවනය කිරීමට භාවිතා කරයි.
• ඉහළ පතුවළ සමඟ - රෝලර් දාමය. සාපේක්ෂව අඩු ශබ්ද මට්ටම, සරල නිර්මාණය, අඩු බර, නමුත් පරිපථය අඳින අතර දිගු වේ. නියෝප්රීන් මත පදනම් වූ කාල පටියක් හරහා වානේ කම්බි වලින් ශක්තිමත් කර ඇඳුම්-ප්රතිරෝධී නයිලෝන් තට්ටුවකින් ආවරණය කර ඇත. සරල නිර්මාණය, නිහඬ මෙහෙයුම.
3.3. ගෑස් බෙදා හැරීමේ යෝජනා ක්රමය:
කපාටය හරහා වායූන් ගමන් කිරීම සඳහා සපයා ඇති මුළු ප්රවාහ ප්රදේශය රඳා පවතින්නේ එය විවෘත වන කාලය මත ය. ඔබ දන්නා පරිදි, සිව්-ආ roke ාත එන්ජින්වල, අභ්යන්තර හා පිටාර පහරවල් ක්රියාත්මක කිරීම සඳහා, එක් පිස්ටන් ආ roke ාතයක් ලබා දෙනු ලැබේ, එය 180˚ වන විට දොඹකරයේ භ්රමණයට අනුරූප වේ. කෙසේ වෙතත්, අත්දැකීම් වලින් පෙන්නුම් කර ඇත්තේ සිලින්ඩරය වඩා හොඳින් පිරවීම සහ පිරිසිදු කිරීම සඳහා පිරවුම් හා හිස් කිරීමේ ක්රියාවලීන්ගේ කාලසීමාව අනුරූප පිස්ටන් පහරවල් වලට වඩා දිගු විය යුතු බවයි, එනම්. වෑල්ව විවෘත කිරීම හා වසා දැමීම පිස්ටන් ආ roke ාතයේ මියගිය ස්ථානවල සිදු නොකළ යුතුය, නමුත් යම්කිසි පසුබෑමක් හෝ ප්රමාදයකින්.
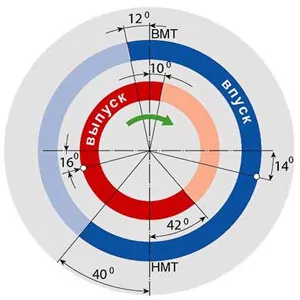
කපාට විවෘත කිරීමේ හා වසා දැමීමේ වේලාවන් දොඹකරයේ භ්රමණ කෝණවලින් ප්රකාශ වන අතර ඒවා කපාට වේලාව ලෙස හැඳින්වේ. වැඩි විශ්වසනීයත්වයක් සඳහා, මෙම අදියරයන් පයි ප්රස්ථාර ස්වරූපයෙන් සාදා ඇත (රූපය 1).
පිස්ටනය ඉහළ මළ මධ්යයට පැමිණීමට පෙර චූෂණ කපාටය සාමාන්යයෙන් φ1 = 5˚ - 30˚ ඉක්මවා යන කෝණයකින් විවෘත වේ. මෙය පිරවුම් පහර ආරම්භයේදීම නිශ්චිත කපාට හරස්කඩක් සහතික කරන අතර එමඟින් සිලින්ඩරය පිරවීම වැඩි දියුණු කරයි. පිස්ටනය පහළ මළ මධ්යස්ථානය පසු කළ පසු චූෂණ කපාටය ප්රමාද කෝණයකින් වසා ඇත φ2 = 30˚ - 90˚. ආදාන කපාටය වසා දැමීමේ ප්රමාදය ඉන්ධන පිරවීම වැඩිදියුණු කිරීම සඳහා නැවුම් ඉන්ධන මිශ්රණයක් ලබා ගැනීමට ඉඩ සලසයි, එබැවින් එන්ජිමේ බලය වැඩි වේ.
පිටාර කපාටය අභිබවා යන කෝණයකින් විවෘත වේ φ3 = 40˚ - 80˚, i.e. ආඝාතය අවසානයේ දී, සිලින්ඩරයේ වායූන්වල පීඩනය සාපේක්ෂව ඉහළ මට්ටමක පවතින විට (0,4 - 0,5 MPa). මෙම පීඩනයෙන් ආරම්භ වූ ගෑස් සිලින්ඩරයේ දැඩි ලෙස පිටවීම, පීඩනය හා උෂ්ණත්වය සීඝ්රයෙන් පහත වැටීමට හේතු වන අතර, වැඩ කරන වායූන් විස්ථාපනය කිරීමේ කාර්යය සැලකිය යුතු ලෙස අඩු කරයි. පිටාර කපාටය ප්රමාද කෝණයකින් වැසෙයි φ4 = 5˚ - 45˚. මෙම ප්රමාදය පිටාර වායු වලින් දහන කුටියේ හොඳ පිරිසිදු කිරීමක් සපයයි.
රෝග නිර්ණය, නඩත්තු කිරීම, අළුත්වැඩියා කිරීම:
4.1. රෝග විනිශ්චය
රෝග විනිශ්චය සං signs ා:
- •අභ්යන්තර දහන එන්ජිමේ බලය අඩු කිරීම:
- අඩු කරන ලද නිෂ්කාශනය;
- අසම්පූර්ණ කපාට ගැලපීම;
- අල්ලා ගත් කපාට.
Fuel ඉන්ධන පරිභෝජනය වැඩි කිරීම: - කපාට සහ එසවුම් අතර අඩු කරන ලද නිෂ්කාශනය;
- අසම්පූර්ණ කපාට ගැලපීම;
- අල්ලා ගත් කපාට.
• අභ්යන්තර දහන එන්ජින් වලින් සැරසී සිටින්න: - කැම්ෂාෆ්ට් ඇඳුම්;
- කැම්ෂාෆ්ට් කැමරා විවෘත කිරීම;
- කපාට කඳන් සහ කපාට බුෂිං අතර නිෂ්කාශනය වැඩි කිරීම;
- වෑල්ව සහ එසවුම් අතර විශාල නිෂ්කාශනය;
- අස්ථි බිඳීම, කපාට උල්පත් වල නම්යතාවය උල්ලං violation නය කිරීම.
Pressure අඩු පීඩන දර්ශකය: - කපාට ආසන මෘදුයි;
- මෘදු හෝ කැඩුණු කපාට වසන්තය;
- පිළිස්සූ කපාටය;
- පිළිස්සුණු හෝ ඉරා දැමූ සිලින්ඩර හිස ගෑස්කට්
- සකස් නොකළ තාප පරතරය.
Pressure අධි පීඩන දර්ශකය. - හිසෙහි උස අඩු වීම;
කාල නිර්ණය කිරීමේ ක්රම:
සම්පීඩන ආ roke ාතය අවසානයේ සිලින්ඩරයේ පීඩනය මැනීම. මිනුම් අතරතුර, පහත සඳහන් කොන්දේසි සපුරාලිය යුතුය: දහන එන්ජිම මෙහෙයුම් උෂ්ණත්වයට රත් කළ යුතුය; ස්පාර්ක් ප්ලග් ඉවත් කළ යුතුය; ප්රේරක දඟරයේ මධ්ය කේබලය තෙල් කළ යුතු අතර තෙරපුම සහ වායු කපාටය විවෘත වේ. සම්පීඩක භාවිතා කරමින් මිනුම් සිදු කරනු ලැබේ. තනි සිලින්ඩර අතර පීඩන වෙනස 5% නොඉක්මවිය යුතුය.
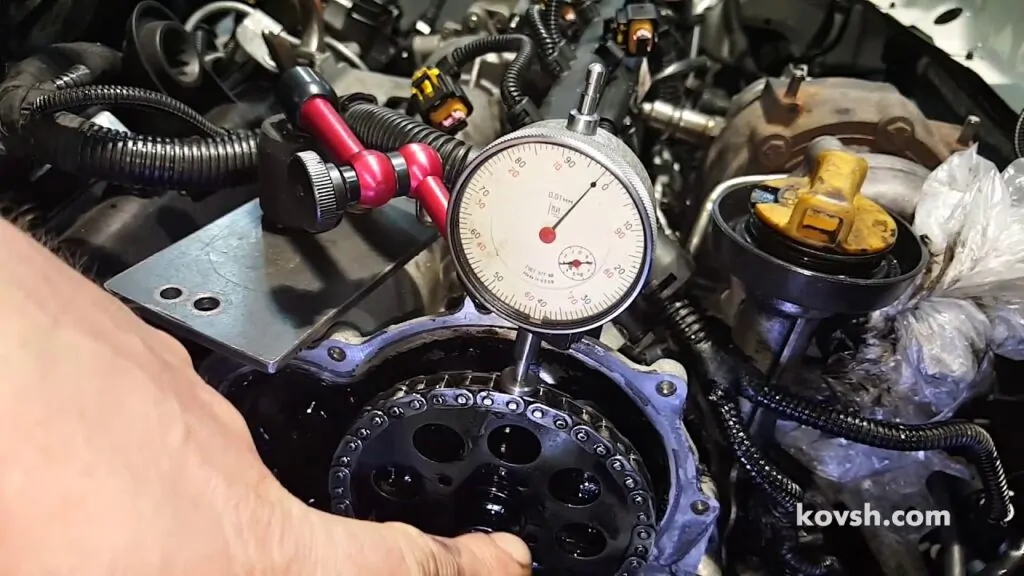
4.2. කාල තීරයේ තාප නිෂ්කාශනය සකස් කිරීම:
පළමු සිලින්ඩරයෙන් ආරම්භ වන එන්ජින් ක්රියාකාරිත්වයේ අනුපිළිවෙලට අනුරූප අනුපිළිවෙලෙහි පීඩන මිනුම් තහඩු භාවිතා කරමින් තාප පරතරය පරීක්ෂා කිරීම හා සකස් කිරීම සිදු කරනු ලැබේ. සාමාන්ය පරතරයට අනුරූප වන thickness ණකම මැනීම නිදහසේ ගමන් කරන්නේ නම් පරතරය නිසි ලෙස සකසා ඇත. නිෂ්කාශනය සකස් කිරීමේදී, ඉස්කුරුප්පු නියනක් සමඟ ගැලපුම් ඉස්කුරුප්පු ඇණ අල්ලාගෙන, අගුල ලිහිල් කර, කපාට කඳ සහ සම්බන්ධ කිරීම අතර නිෂ්කාශන තහඩුව තබා අවශ්ය නිශ්කාෂණය සකස් කිරීම සඳහා ගැලපුම් ඉස්කුරුප්පු ඇණ හරවන්න. එවිට අගුළු නට් තද වේ.

4.3. කපාට කණ්ඩායම් අළුත්වැඩියා කිරීම:
• කපාට අළුත්වැඩියා කිරීම - ප්රධාන දෝෂ වන්නේ කේතුකාකාර වැඩ කරන පෘෂ්ඨයේ ඇඳීම හා දැවීම, කඳේ ඇඳීම සහ ඉරිතැලීම් පෙනුමයි. හිස් පිළිස්සීම හෝ ඉරිතැලීම් පෙනෙන්නට තිබේ නම්, කපාට ඉවතලනු ලැබේ. නැමුණු කපාට කඳන් මෙවලමක් භාවිතයෙන් අත් මුද්රණ යන්ත්රයක් මත කෙළින් කර ඇත. දිරාපත් වූ කපාට කඳන් ක්රොනයිස් කිරීම හෝ අයන් කිරීම මගින් අලුත්වැඩියා කර පසුව නාමික හෝ විශාල ප්රමාණයේ අලුත්වැඩියා ප්රමාණයට අඹරනු ලැබේ. කපාට හිසෙහි අඳින ලද වැඩ පෘෂ්ඨය අළුත්වැඩියා කිරීමේ ප්රමාණයට බිම වේ. කපාට උල්ෙල්ඛ පේස්ට් සහිත ආසනවලට ලැප් කර ඇත. ඇඹරුම් නිරවද්යතාවය පරීක්ෂා කරනු ලබන්නේ ඇලවූ කපාට මත භූමිතෙල් වත් කිරීමෙනි, එය කාන්දු නොවන්නේ නම්, විනාඩි 4-5 ක් ඇඹරීම හොඳය. කපාට උල්පත් ප්රතිෂ්ඨාපනය නොකෙරේ, නමුත් නව ඒවා සමඟ ප්රතිස්ථාපනය වේ.
ප්රශ්න සහ පිළිතුරු:
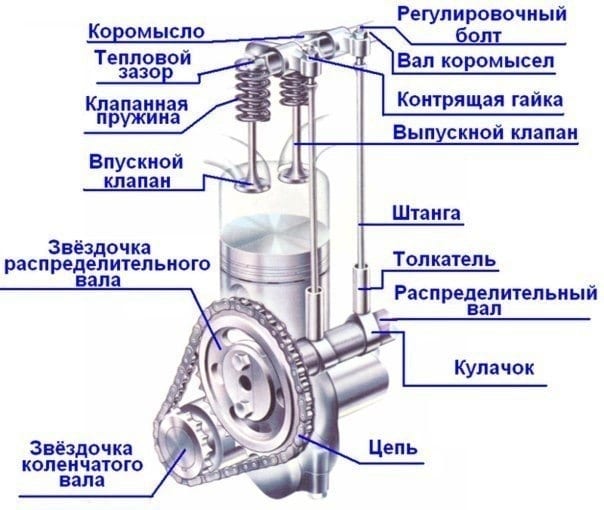
ගෑස් බෙදා හැරීමේ යාන්ත්රණයට ඇතුළත් වන්නේ කුමක්ද? එය සිලින්ඩර හිසෙහි පිහිටා ඇත. එහි සැලසුමට ඇතුළත් වන්නේ: කැම්ෂාෆ්ට් ඇඳක්, කැම්ෂාෆ්ට්, කපාට, රොකර් අත්, තල්ලු කරන්නන්, හයිඩ්රොලික් ලිෆ්ටර් සහ සමහර මාදිලිවල ෆේස් ෂිෆ්ටර් ය.
Дඑන්ජිමේ වේලාව කුමක් සඳහාද? මෙම යාන්ත්රණය වායු ඉන්ධන මිශ්රණයේ නැවුම් කොටසක් කාලෝචිත ලෙස සැපයීම සහ පිටවන වායූන් ඉවත් කිරීම සහතික කරයි. වෙනස් කිරීම මත පදනම්ව, එය කපාට වේලාවේ කාලය වෙනස් කළ හැකිය.
ගෑස් බෙදා හැරීමේ යාන්ත්රණය පිහිටා ඇත්තේ කොහේද? නවීන අභ්යන්තර දහන එන්ජිමක, ගෑස් බෙදා හැරීමේ යාන්ත්රණය සිලින්ඩර හිසෙහි සිලින්ඩර් බ්ලොක් එකට ඉහලින් පිහිටා ඇත.
