ඉංජිනේරු පාලකයන් සෑදෙන්නේ කෙසේද?
අන්තර්ගතය
වානේ, වාත්තු යකඩ සහ ඇලුමිනියම් පාලකයන් | |
| වානේ සෘජු දාර ඔවුන්ගේ කාර්යය සඳහා වඩාත් සුදුසු බවට පත් කළ හැකි ප්රධාන ක්රියාවලීන් වනුයේ: තාප පිරියම් කිරීම, උෂ්ණත්වය, සීරීම, ඇඹරීම සහ ලැප් කිරීම. වාත්තු යකඩ සෘජු දාර බොහෝ විට අපේක්ෂිත සමස්ත හැඩයට දමනු ලැබේ, පසුව ඒවායේ වැඩ කරන පෘෂ්ඨයන් සීරීමට, ඇඹරීමට හෝ ලැප් කිරීමෙන් අවසන් වේ. | |
| භාණ්ඩ සෑදීම සඳහා ඉතා වේගවත් හා ලාභදායී ක්රමයක් විය හැකි බැවින් ඇලුමිනියම් බොහෝ විට නෙරා ඇත. කෙසේ වෙතත්, නිස්සාරණය කරන ලද ඇලුමිනියම් පාලකයෙකුට කවුන්ටරය සඳහා අවශ්ය නිරවද්යතාවය ලබා ගැනීම සඳහා වාත්තු යකඩ පාලකයෙකුට සමාන යන්ත්රෝපකරණ අවශ්ය වේ. |
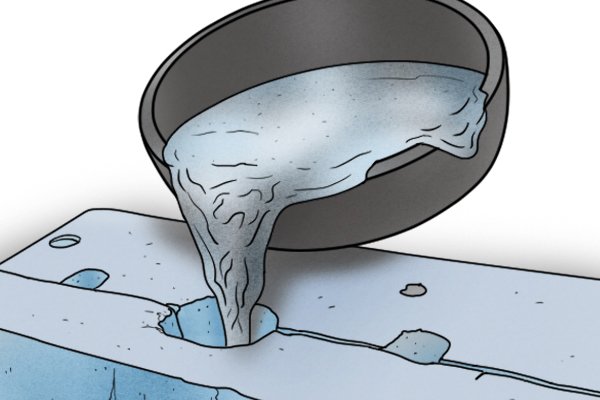
 | වාත්තු කිරීමවාත්තු කිරීම යනු නිෂ්පාදන ක්රියාවලියක් වන අතර එය උණු කළ ලෝහ අච්චුවකට වත් කිරීම ඇතුළත් වන අතර එහිදී එය සිසිල් වී අච්චුවක ස්වරූපය ගනී. මේ ආකාරයෙන්, බොහෝ සංකීර්ණ හැඩතල සෑදිය හැක. වාත්තු කිරීම මඟින් කොටසකට අවශ්ය යන්ත්රෝපකරණ ප්රමාණය අඩු කිරීමට හෝ සමහර අවස්ථාවලදී ඉවත් කිරීමට හැකිය. වානේ සහ ඇලුමිනියම් ද වාත්තු කළ හැකි වුවද මෙය බොහෝ විට යකඩ වලින් සිදු කෙරේ. |
 | තාප පිරියම් කිරීමතාප පිරියම් කිරීම සහ උණුසුම් කිරීම යනු ලෝහ සහ අනෙකුත් ද්රව්යවල භෞතික ගුණාංග වෙනස් කිරීම සඳහා භාවිතා කරන නිෂ්පාදන ක්රියාවලීන් වේ. තාප පිරියම් කිරීම සමන්විත වන්නේ ලෝහය ඉතා ඉහළ උෂ්ණත්වයකට රත් කර පසුව එය දැඩි කිරීම (වේගවත් සිසිලනය). මෙය ලෝහයේ දෘඪතාව වැඩි කරයි, නමුත් ඒ සමඟම එය වඩාත් බිඳෙනසුලු වේ. |
 | කෝපයතාප පිරියම් කිරීමෙන් පසු උෂ්ණත්වය සිදු කරනු ලබන අතර ලෝහය රත් කිරීම ද ඇතුළත් වේ, නමුත් තාප පිරියම් කිරීමේදී අවශ්ය ප්රමාණයට වඩා අඩු උෂ්ණත්වයකට, පසුව මන්දගාමී සිසිලනය. දැඩි කිරීම ලෝහයේ දෘඪතාව සහ බිඳෙනසුලු බව අඩු කරයි, එහි දෘඪතාව වැඩි කරයි. උෂ්ණත්වය අතරතුර ලෝහය රත් කරන උෂ්ණත්වය පාලනය කිරීමෙන්, ලෝහයේ දෘඪතාව සහ තද බව අතර අවසාන සමතුලිතතාවය වෙනස් කළ හැකිය. |
 | නිස්සාරණයනිස්සාරණය යනු ඉන්ජෙක්ෂන් මෝල්ඩින් නිෂ්පාදන තාක්ෂණයකි, එහි දී ඩයි එකක් හරහා ලෝහය බල කරන පන්ච් එකකින් ද්රව්යයක් සෑදේ. නිමි වැඩ කොටසෙහි අපේක්ෂිත හරස්කඩ හැඩය සපයන හැඩයක් matrix සතුව ඇත. ඇලුමිනියම් යනු නිස්සාරණය කරන ලද නිෂ්පාදනයේ බහුලව භාවිතා වන ද්රව්යය වේ. |
ග්රැනයිට් සිනිඳු දාර | |
 | ඉංජිනේරුවාගේ කළුගල් පාලකයන් මුලින්ම දළ වශයෙන් කපා ගන්නේ විශාල කළුගල් කුට්ටියකිනි. මෙය විශාල ජල සිසිලන කියත් සමඟ සිදු කෙරේ. සමස්ත හැඩය ලබා ගත් පසු, ඉංජිනේරු පාලකයෙකු ලෙස භාවිතා කිරීම සඳහා අවශ්ය නිමාව සහ නිරවද්යතාවය ඇඹරීම, සීරීම හෝ ලැප් කිරීම මගින් ලබා ගනී. |
 | ඇඹරීමඇඹරීම යනු වැඩ කොටසකින් ද්රව්ය ඉවත් කිරීම සඳහා උල්ෙල්ඛ අංශු වලින් සෑදූ බන්ධිත ඇඹරුම් රෝදයක් භාවිතා කිරීමේ ක්රියාවලියයි. ඇඹරුම් රෝදය යනු අධික වේගයෙන් භ්රමණය වන තැටියක් වන අතර වැඩ කොටස රවුමේ පැත්තේ මුහුණ හෝ මතුපිට දිගේ ගමන් කරයි. 8 (රළු) සිට 250 (ඉතා සියුම්) දක්වා ග්රිට් ප්රමාණය සහිත තැටි සමඟ ඇඹරීම සිදු කළ හැකිය. ධාන්ය ප්රමාණය සියුම් වන තරමට වැඩ කොටසෙහි මතුපිට ගුණාත්මකභාවය වඩා හොඳය. |
 | ඉවර කරන්නඇඹරීම යනු වැඩ කොටසක මතුපිට පැතලි නිමි මතුපිටක් ලබා ගැනීම සඳහා ප්රක්ෂේපණයෙන් ඉවත් කරන ක්රියාවලියකි. පැතලි මතුපිටක් අවශ්ය ඕනෑම ලෝහ කොටසක් මත ඇඹරීම සිදු කළ හැකිය. |
 | පීඩනයලැපිං යනු නිමි භාණ්ඩය මත වඩාත් සුමට, ඊටත් වඩා මතුපිටක් නිෂ්පාදනය කිරීම සඳහා නිෂ්පාදනයේදී භාවිතා කරන නිම කිරීමේ ක්රියාවලියකි. Lapping යනු වැඩ කොටසෙහි මතුපිට සහ ලැපින් මෙවලම අතර තබා ඇති උල්ෙල්ඛ අංශු සහ තෙල් වලින් සමන්විත ලැපින් සංයෝගයකි. එවිට ලැපිං මෙවලම වැඩ කොටසෙහි මතුපිටට ගෙන යයි. |
 | ලැපිං පේස්ට් වල උල්ෙල්ඛ ස්වභාවය වැඩ කොටසෙහි මතුපිට ඇති අඩුපාඩු මකා දමා නිරවද්ය සහ සුමට නිමාවක් ලබා දෙයි. ලැපිං කිරීමේදී බහුලව භාවිතා වන උල්ෙල්ඛ වර්ග වන්නේ ඇලුමිනියම් ඔක්සයිඩ් සහ සිලිකන් කාබයිඩ් වන අතර ග්රිට් ප්රමාණය 300 සිට 600 දක්වා වේ. |
වැලි දැමීම, සීරීම හෝ ලැප් කිරීම? | |
 | ඇඹරීමෙන් ලැපිං හෝ වැලි දැමීම වැනි සුමට මතුපිටක් ලබා නොදේ. Scouring සිදු කළ හැක්කේ ලෝහ හිස් මත පමණි, එබැවින් එය කළුගල් සෘජු දාර නිෂ්පාදනය කිරීමට භාවිතා කළ නොහැක. සෘජු දාරයේ ප්රමාණය සීරීමට හෝ ලැපීමෙන් වඩා හොඳ තත්ත්වයේ සෘජු දාරයක් නිපදවන්නේද යන්න තීරණය කරයි. සාමාන්ය රීතියක් ලෙස, දිගු දිගකින් ලැපීමට වඩා සීරීමට වඩා නිවැරදි වේ, නමුත් කුමන පාලකයා වඩාත් නිවැරදි දැයි නිශ්චිතවම පැවසිය හැක්කේ ඔබ මිලදී ගැනීමට අදහස් කරන ඉංජිනේරු පාලක නිෂ්පාදකයින්ගේ ඉවසීම දෙස බැලීමයි. |

